Food Plant Electrical System Safety Inspection Checklist
By Jack Edwards on May 8, 2026
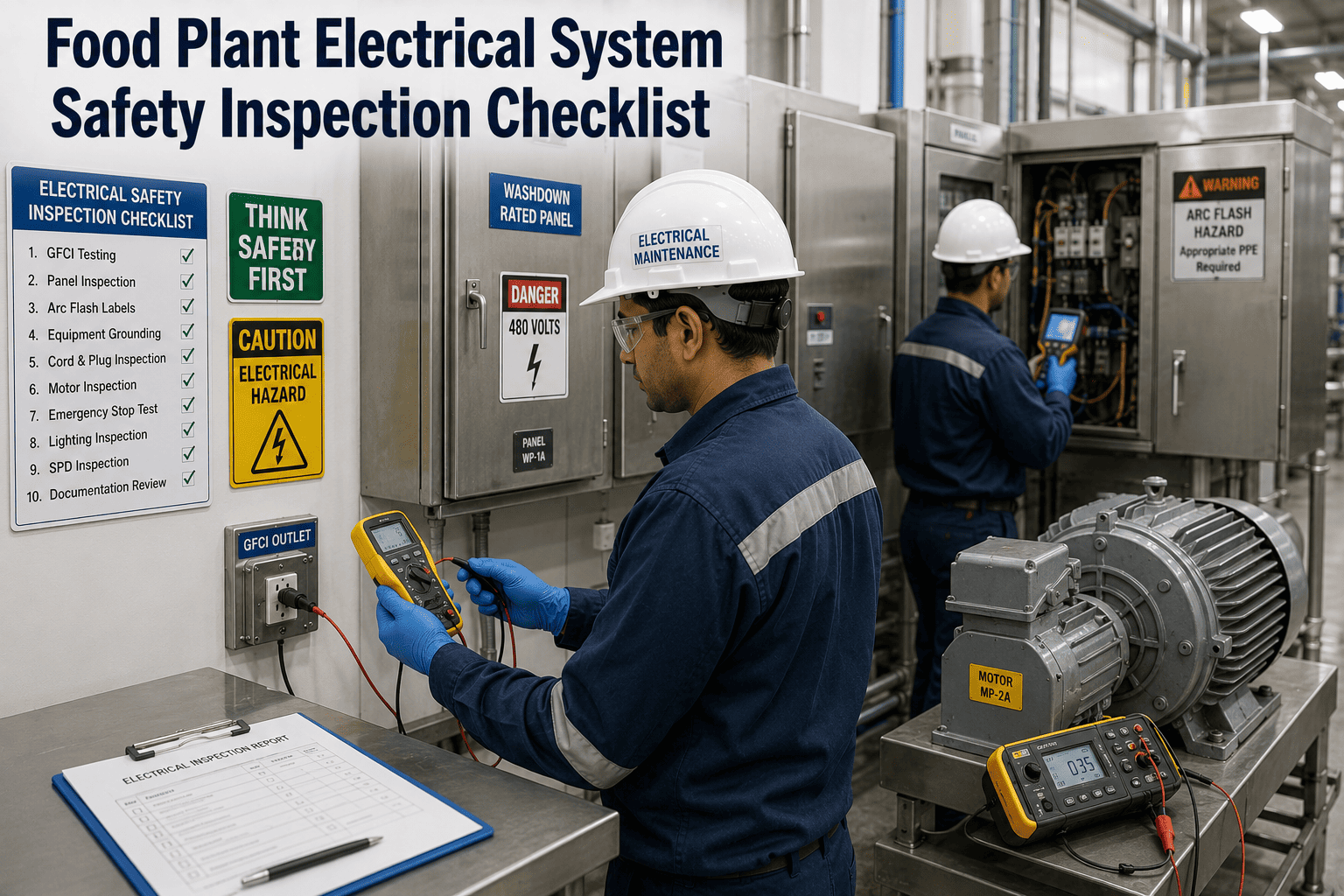
A food plant electrical system failure during a production shift costs between $50,000 and $200,000 per hour in lost throughput — but the higher risk is invisible: an arc flash event on an improperly labeled panel during a routine maintenance task can result in fatalities, third-degree burns, and OSHA citations exceeding $156,000 per violation. In food manufacturing, the combination of washdown environments, stainless equipment, high humidity, and continuous 24/7 operation creates electrical hazard conditions that degrade faster than in dry industrial settings. GFCI protection, washdown-rated enclosures, arc flash labeling, and documented motor inspections are compliance requirements under NFPA 70E, OSHA 1910.302–308, and every GFSI food safety certification scheme. Start a free trial to see how OxMaint structures electrical safety inspection tasks, GFCI test records, arc flash label audits, and motor PM schedules into a single compliance-ready digital system for your food plant.
Average OSHA electrical safety citation — per violation. Arc flash and LOTO violations are the most cited categories.
2 sec
Duration of an arc flash event — enough to deliver 40 cal/cm² at 18 inches, causing third-degree burns through PPE
60%
Higher electrical incident rate in food processing vs dry manufacturing — due to washdown moisture, CIP chemicals, stainless equipment
IP69K
Required ingress protection rating for washdown-zone electrical enclosures in wet food processing environments — IEC 60529
Why Food Plants Have Unique Electrical Risks
Electrical Safety in Wet Food Processing Environments
Food processing plants combine high-pressure washdown, CIP chemical systems, stainless steel equipment, and continuous refrigeration — creating an electrical environment fundamentally more hazardous than dry manufacturing. Water and food processing chemicals infiltrate enclosures that are improperly rated, corrode terminals not designed for wet service, and degrade cable insulation through repeated thermal cycling during washdown. GFCI protection in wet zones is mandatory under OSHA 1910.304(b)(3) — not just recommended — and the consequences of a GFCI failure in a washdown area are immediate electrocution risk to workers operating hoses or wet cleaning equipment.
NFPA 70E requires documented arc flash hazard analysis, current arc flash labels on all electrical equipment where work may be performed, written Energized Electrical Work Permits for any work on live equipment, and documented PPE selection procedures for electrical maintenance personnel. In food manufacturing, where maintenance schedules are compressed and production pressure is constant, these requirements are frequently the first safety element to be informally bypassed — which is where the fatalities and serious injuries occur. Book a demo to see how OxMaint manages electrical safety PM tasks, GFCI test records, and arc flash label audit trails for food manufacturing environments.
Inspection Categories
Six Electrical Safety Focus Areas in Food Plants
01
GFCI Protection
GFCI outlets and circuit breakers in wet processing areas and washdown zones require monthly testing under OSHA 1910.304. Failed GFCI units are an immediate shutdown hazard in areas where workers use water-connected equipment.
02
Arc Flash Labels
NFPA 70E requires current arc flash labels on all electrical equipment where maintenance may be performed. Labels must show incident energy level, working distance, required PPE, and nominal voltage. Faded or missing labels are OSHA citations.
03
Washdown-Rated Enclosures
All electrical enclosures in wet zones must be rated NEMA 4X or IP69K for direct washdown areas. Damaged seals, corroded hinges, or enclosures not rated for chemical exposure create immediate water ingress risk.
04
Motor Inspections
Production motors in food plants operate in high-humidity and washdown environments — requiring regular insulation resistance testing, bearing temperature monitoring, and vibration checks to detect degradation before failure.
05
Panel and Switchgear PM
Electrical distribution panels in food plants are subject to moisture ingress, insect infestation, and corrosion from cleaning chemical vapor. Infrared thermography, torque verification, and breaker testing on defined intervals prevent thermal events.
06
LOTO Program Documentation
Lockout-tagout procedures for all food processing equipment must be current, equipment-specific, and available to every authorized employee who performs maintenance. Annual procedure audits and employee training records are OSHA required documentation.
Interactive Checklist
Food Plant Electrical Safety Inspection Checklist
M
Monthly — GFCI & Washdown Zone Inspections
Q
Quarterly — Motor & Panel Inspections
A
Annual — NFPA 70E & OSHA Compliance
!
Pre-Work — Before Any Electrical Maintenance Task
In food plants, the highest electrical risk is not the main switchgear — it is the GFCI outlet that failed two months ago in the wash bay and was never replaced, and the arc flash label that faded to illegibility 18 months before the next scheduled label audit.
Pain Points
Four Electrical Compliance Failures Common in Food Plants
01
Failed GFCIs Left in Service
A failed GFCI outlet that is still providing power but no longer providing ground fault protection is indistinguishable from a functioning outlet to the worker using it. Without monthly test-and-record protocols, a GFCI that failed after washdown 6 weeks ago may still be in service — until a worker receives a fault current through a wet environment.
Arc flash hazard levels change when the utility updates transformer capacity, when a generator is added, or when protective device settings are modified. An arc flash label from 2019 on a panel that has had its upstream protection modified since then may be showing hazard levels 30–50% lower than the actual incident energy — meaning a maintenance technician may be underprotected for the actual fault energy they face.
04
Generic LOTO Procedures
OSHA 1910.147 requires equipment-specific lockout procedures that identify every energy source, the method of isolation, the verification method, and the sequence of steps. Generic procedures that say "lock out the main disconnect" do not satisfy OSHA requirements for complex food processing equipment with multiple pneumatic, hydraulic, electrical, and stored-energy sources.
Before vs After
Paper Electrical Records vs OxMaint Digital Compliance Tracking
Compliance Area
Paper / Manual System
OxMaint Digital Tracking
GFCI test records
Paper log by date — failed units not automatically escalated. Failed GFCIs found in service at audit
Mobile checklist by outlet ID — failed GFCI auto-generates corrective work order with escalation to supervisor
Arc flash label audit
Annual walkthrough with paper list — faded labels discovered at audit, no systematic tracking of label currency
Each panel is an asset with label revision date tracked. Labels approaching 5-year revalidation generate PM work orders automatically
Motor insulation records
Paper megger results filed by date — no link to motor ID. Trend comparison requires manual data search across years of records
Megger results attached to motor asset record. Automatic trend chart shows insulation degradation across inspection cycles
LOTO procedure tracking
Binder of procedures — version control manual, outdated procedures not recalled when equipment changes
LOTO procedures linked to equipment assets with revision date. Equipment change triggers automatic procedure review work order
IR thermography records
PDF reports filed by scan date — not linked to specific panels or motors. Findings create no automatic work orders
IR findings logged against panel asset. Thermal anomaly creates corrective work order with temperature delta and photo attached
NFPA 70E audit preparation
Manual compilation from multiple file locations — 2–3 days before each compliance review
Full electrical compliance record set exported by date range and equipment type in under 15 minutes
ROI & Results
What Structured Electrical Safety Documentation Delivers
$156K
Per-Violation Citation Avoided
Average OSHA electrical safety citation — arc flash and LOTO violations are top-5 most frequently cited and most costly categories
Zero
Failed GFCIs Left in Service
Auto-generated corrective work order from monthly GFCI test ensures every failed unit is replaced before next production cycle
60%
Reduction in Electrical Incidents
Documented GFCI testing, enclosure audits, and arc flash label compliance reduce electrical incident rate — NFPA safety program benchmark
15 min
Full Compliance Package Export
vs 2–3 days manual compilation — complete NFPA 70E and OSHA electrical compliance records ready for any audit within minutes
FAQ
Food Plant Electrical Safety — Common Questions
How often must GFCI outlets be tested in a food plant wet processing environment?
OSHA 1910.304(b)(3) and NFPA 70 (NEC) require GFCI protection in wet areas, with monthly testing as the accepted industry standard for industrial wet environments. The test requires pressing the TEST button — which should trip the outlet — and then RESET. A GFCI that provides power in the tripped position has failed and must be replaced immediately. Testing without logging the result is not compliant: the documented test record is what satisfies the regulatory requirement. OxMaint generates a monthly GFCI test task for every registered outlet with a pass/fail log field and auto-escalation for any failed unit. Start a free trial to register your food plant GFCI outlets and configure monthly testing with automatic failure escalation.
What triggers an arc flash hazard analysis update in a food plant?
NFPA 70E 2021 Edition requires arc flash hazard analysis to be reviewed periodically (every 5 years is the accepted interval) and updated whenever a major modification occurs that could change the arc flash hazard level. In food plants, triggers include: utility upgrade changing available fault current, addition of a generator or UPS, replacement of main breakers or fuses with different ratings, addition of major production equipment that changes short-circuit current, and any change to protective device settings. When the analysis is updated, arc flash labels on all affected panels must be replaced and OxMaint's panel asset records updated to reflect the new revision date and label currency.
What electrical enclosure rating is required in food plant washdown zones?
NEMA 4X (stainless steel or GRP) is the minimum required rating for enclosures in food plant areas subject to direct water spray or washdown — providing protection against corrosion and high-pressure washdown from any direction. For high-pressure direct steam cleaning areas (above 80°C at 1,000 PSI), IP69K rated enclosures are required per IEC 60529. NEMA 3R and NEMA 12 are not acceptable in washdown zones and will fail both electrical safety audits and food safety audits if found in wet production areas. OxMaint tracks enclosure IP ratings against zone classifications — preventing the gradual drift of non-rated enclosures into wet service. Book a demo to see how OxMaint tracks enclosure IP ratings against zone classifications in your food plant asset register.
What must an equipment-specific LOTO procedure include to satisfy OSHA 1910.147?
OSHA 1910.147(c)(4) requires documented energy control procedures for every piece of equipment where unexpected energization could cause injury. A compliant procedure must include: the specific equipment it applies to, steps for shutting down the equipment, the identity of all energy isolation points (with breaker number, valve tag, pneumatic line designation, etc.), the type and magnitude of energy at each point, the means of isolating each energy source, the method of verifying isolation, and any special conditions such as stored energy or suspended components. Generic "lock out the main breaker" procedures do not satisfy OSHA 1910.147 for complex food processing equipment. OxMaint stores equipment-specific LOTO procedures as attachments to each equipment asset — automatically surfaced with the work order when maintenance tasks are assigned.
Stop Exposing Your Food Plant to Electrical Safety Citations and Arc Flash Events
OxMaint structures every GFCI test record, arc flash label audit, motor insulation result, LOTO procedure review, and enclosure inspection into a single compliance-ready digital system — so your food plant electrical safety program is always audit-ready.
Monthly GFCI test records with auto-escalation for failed units — zero failed GFCIs left in service
Arc flash label currency tracked by panel asset — automatic replacement work orders before labels expire
Full NFPA 70E and OSHA compliance package in under 15 minutes — any day of the year
Used by operations teams managing 10,000+ assets · Live in days, not months · No heavy implementation required