ID fans and FD fans are the lungs of every power plant — without induced draft pulling combustion gases through the boiler and forced draft pushing combustion air in, generation stops entirely. Yet these are among the most vibration-prone rotating machines on site, and unplanned fan failures cost power plants between $50,000 and $300,000 per event in repairs, lost generation, and emergency labour. Imbalance from blade fouling, bearing wear from inadequate lubrication, and shaft misalignment from thermal growth are the three failure modes responsible for over 85% of forced outages — all of them detectable weeks in advance with continuous vibration monitoring connected to a predictive maintenance CMMS like OxMaint.
Power Plant Maintenance · Rotating Equipment · Predictive AI
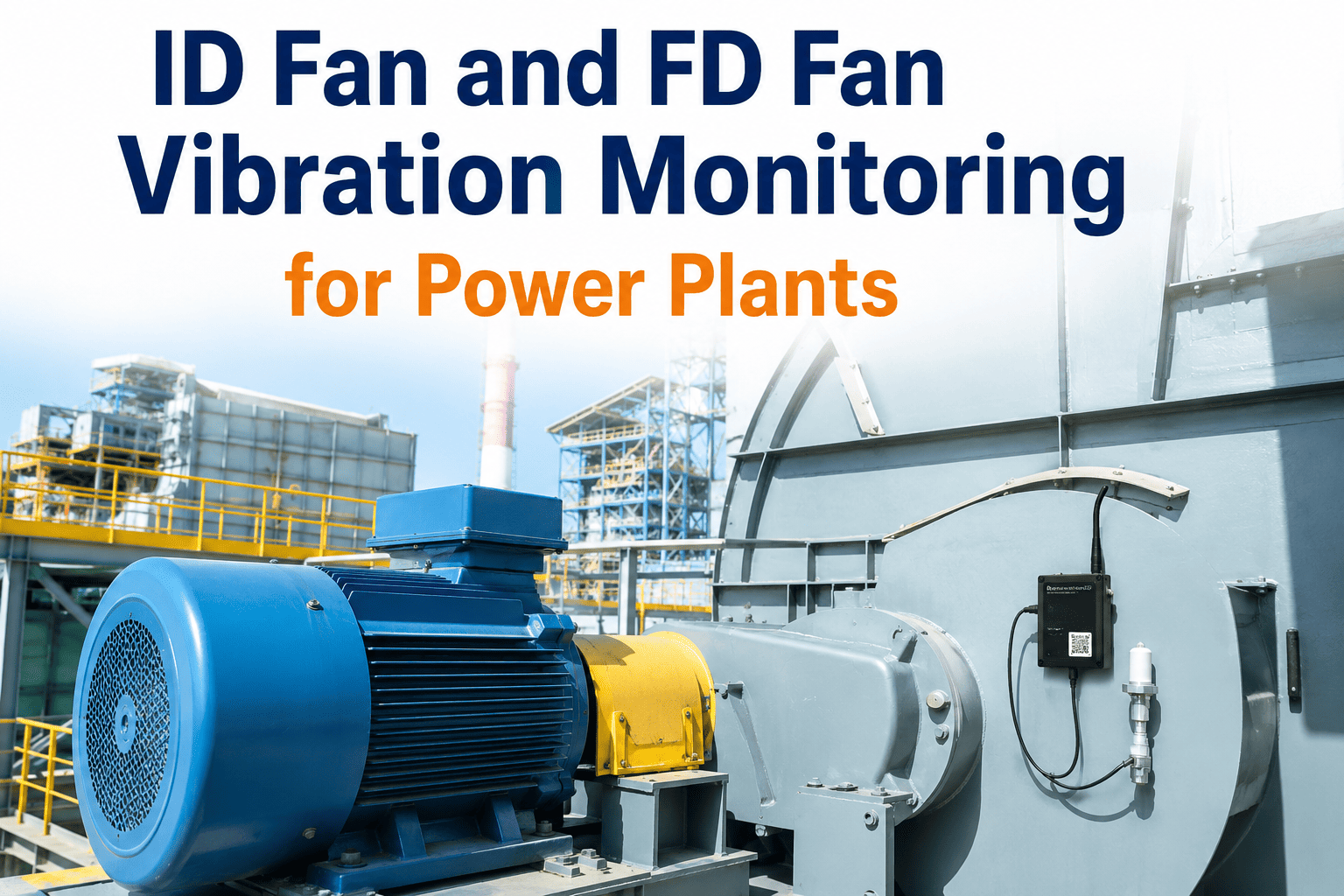
ID Fan & FD Fan Vibration Monitoring for Power Plants
An ID or FD fan failure does not just damage one machine — it trips the entire unit. Continuous vibration monitoring with predictive analytics gives your maintenance team weeks of warning before a bearing collapses, a blade cracks, or an imbalance tears a shaft apart.
85%
of fan forced outages caused by imbalance, bearing failure, or misalignment
$300K
maximum cost per unplanned ID/FD fan failure including lost generation
3–6 wk
advance warning window with continuous vibration monitoring vs manual rounds
ID vs FD — Know the Difference
ID Fan vs FD Fan — Different Roles, Different Failure Signatures
ID and FD fans share the same failure modes but operate in very different environments. Understanding which fan is which — and why their vibration signatures differ — is the foundation of an effective monitoring program.
ID Fan
Induced Draft Fan
Pulls flue gas OUT of the boiler through ESP/FGD systems and exhausts to stack
Operating Temp
120 – 180°C flue gas
Primary Failure
Blade fouling from fly ash deposition
Vibration Signature
1× imbalance rise with gradual onset over days to weeks
Monitoring Priority
Radial bearing vibration at both drive-end and non-drive-end
FD Fan
Forced Draft Fan
Pushes ambient combustion air INTO the furnace via air preheater and windbox
Operating Temp
Ambient to 60°C inlet
Primary Failure
Bearing wear from high radial loads and inadequate lubrication
Vibration Signature
Bearing defect frequencies (BPFO/BPFI) with rapid amplitude growth
Monitoring Priority
High-frequency bearing envelope analysis at drive-end bearing
Failure Mode Atlas
The Four Failure Modes That Shut Down Power Plant Fans — and Their Vibration Fingerprints
Fly ash and particulate build unevenly on ID fan blades, shifting the centre of gravity away from the rotational axis. Even 200 g of asymmetric deposit generates forces that damage bearings over weeks.
CMMS Action: Schedule blade cleaning when 1× reaches 70% of ISO 14694 alarm limit
Bearing raceway defects generate high-frequency impulses at characteristic defect frequencies. Envelope analysis detects early-stage defects weeks before overall vibration levels change perceptibly.
CMMS Action: Generate bearing replacement work order when envelope amplitude doubles in 7-day trend
Thermal growth of the fan casing during operation shifts the shaft centre relative to the motor. Angular misalignment creates strong axial vibration; parallel misalignment creates dominant 2× radial vibration.
CMMS Action: Schedule hot alignment check when 2× axial exceeds 40% of 1× radial amplitude
Fatigue cracks in fan blades — common in ID fans exposed to thermal cycling — change the blade natural frequency and produce sub-synchronous vibration and blade passing frequency (BPF) modulation that worsens rapidly.
CMMS Action: Immediate shutdown work order — blade crack is a safety-critical failure mode
OxMaint Predictive AI · Fan Monitoring
Stop reacting to fan trips. Start getting weeks of warning before one happens.
OxMaint's predictive maintenance AI monitors ID and FD fan vibration continuously, recognises deterioration patterns across all four failure modes, and schedules corrective work orders automatically — before amplitude reaches your ISO alarm threshold.
ISO 14694 Reference
ISO 14694 Fan Vibration Limits — Where Your CMMS Alert Thresholds Should Be Set
ISO 14694 defines vibration severity zones for industrial fans based on bearing housing velocity (mm/s RMS). Most plants set CMMS alerts at the Zone A/B boundary and trigger work orders at Zone B/C — not at the destructive Zone C/D boundary.
A
Zone A — New Equipment
Below 2.8 mm/s RMS
Newly commissioned fans in good condition. Normal operating baseline for trending.
CMMS: Trend only. No work order required.
B
Zone B — Acceptable Long-Term
2.8 – 7.1 mm/s RMS
Acceptable for continued long-term operation. Inspection should be planned before next zone.
CMMS: Schedule inspection at next planned opportunity.
C
Zone C — Alarm — Act Now
7.1 – 18 mm/s RMS
Vibration is damaging bearings and structure. Corrective action required within days, not weeks.
CMMS: Immediate work order — do not defer to next outage.
D
Zone D — Danger — Trip Risk
Above 18 mm/s RMS
Imminent catastrophic failure risk. Continued operation endangers personnel and adjacent equipment.
CMMS: Emergency shutdown work order. Mandatory supervisor approval to continue.
Sensor Placement
Where to Mount Vibration Sensors on ID and FD Fans — The Positions That Matter
| Measurement Point |
Direction |
Failure Mode Detected |
Sensor Type |
| Drive-end bearing housing |
Radial (H + V) |
Imbalance, misalignment, bearing outer race |
ICP accelerometer 100 mV/g |
| Drive-end bearing housing |
Axial |
Angular misalignment, thrust bearing wear |
ICP accelerometer 100 mV/g |
| Non-drive-end bearing housing |
Radial (H + V) |
Bearing inner race, rotor resonance |
ICP accelerometer 100 mV/g |
| Fan casing (inlet bell) |
Radial |
Blade passing frequency, structural resonance |
Low-frequency accelerometer 500 mV/g |
| Motor drive-end bearing |
Radial (H + V) |
Motor bearing defects transmitted through coupling |
ICP accelerometer 100 mV/g |
CMMS Workflow
How OxMaint Predictive AI Turns Fan Vibration Data into Maintenance Actions
1
Continuous Data Ingestion
Vibration sensors transmit 24/7 to OxMaint via OPC-UA, Modbus, or wireless IoT gateway. Waveform data is stored alongside RMS and peak values for spectral analysis.
2
AI Pattern Recognition
OxMaint's predictive engine analyses spectral patterns against known failure signatures — differentiating imbalance from misalignment from bearing defects rather than triggering on raw amplitude alone.
3
Deterioration Rate Trending
The system tracks the rate of change — not just the current value. A bearing amplitude doubling in 72 hours triggers a different urgency response than one that has risen 20% over six weeks.
4
Auto Work Order + Crew Assignment
Corrective work orders are generated automatically with fault type, affected asset, recommended action, and assigned technician — no manual intervention needed for standard deterioration events.
5
Post-Maintenance Verification
After repairs, OxMaint compares post-intervention vibration levels to pre-repair baseline — confirming the corrective action was effective and resetting the trend baseline for ongoing monitoring.
Common Questions
ID & FD Fan Vibration Monitoring — FAQs
How frequently should ID and FD fan vibration be measured if continuous sensors are not yet installed?
Manual vibration rounds using a handheld analyser should be performed weekly on critical ID/FD fans and fortnightly on standby machines. Weekly measurement still leaves a 7-day window for undetected deterioration — continuous monitoring closes this gap entirely.
Discuss continuous monitoring deployment with our team.
What causes ID fan blade fouling to happen faster after a recent cleaning?
Accelerated re-fouling after cleaning typically indicates a change in fly ash characteristics (particle size, moisture, or sticky compounds from fuel changes) or damaged blade surface coatings that increase adhesion. CMMS trending of fouling rate — measured as the rate of 1× amplitude rise after each cleaning — helps identify when fuel or combustion changes are driving the problem.
Track fouling trends automatically in OxMaint.
Can vibration monitoring detect blade fouling before overall vibration reaches an alarm level?
Yes. Spectral analysis isolates the 1× (running speed) component, which rises from blade fouling imbalance well before overall broadband vibration reaches ISO 14694 Zone C. OxMaint can trigger a blade cleaning work order at 70% of the ISO alarm threshold — preventing the situation from ever reaching a forced outage.
How does OxMaint handle fans that operate at variable speed (VFD-driven)?
Variable speed fans require order-tracked vibration analysis — monitoring vibration relative to running speed rather than fixed frequency. OxMaint supports speed-referenced trending via tachometer input, ensuring that imbalance and bearing defect detection remains accurate across the full operating speed range.
Book a demo to see VFD fan monitoring in practice.
What is the typical payback period for continuous fan vibration monitoring in a power plant?
Most power plants recover monitoring system costs within one avoided forced outage. A single unplanned ID or FD fan failure typically costs $50,000–$300,000 in repairs and lost generation — far exceeding a full year of monitoring system operating costs for an entire plant fan fleet.
Predictive AI for Power Plant Fans — Start Free
Your ID and FD Fans Are Telling You They Are About to Fail. OxMaint Listens.
OxMaint's predictive maintenance AI monitors ID and FD fan vibration 24/7 — detecting imbalance, bearing degradation, misalignment, and blade structural issues weeks before they force a unit trip. Continuous monitoring, automatic work orders, and full audit trail in one platform built for power plant rotating equipment.