Frozen ready-meal production lines operate at the intersection of three unforgiving constraints — food safety temperatures that must hold below minus 18 degrees C throughout the chain, throughput speeds where spiral freezers process 8-15 tonnes per hour, and packaging precision where tray sealers run 60-120 cycles per minute with seal-integrity tolerances that determine both shelf life and consumer safety. Equipment failure in this environment does not create a minor inconvenience — it creates a food safety event: a spiral freezer compressor trip at 3 AM with 12 tonnes of product in transit through the belt means core temperatures rise above minus 12 degrees C within 40 minutes, triggering a full batch disposition decision. A tray sealer jaw misalignment producing micro-leaks across 2,000 trays means a retailer recall before the product reaches shelf. The plants that maintain 95%+ uptime and pass BRCGS, SQF, and retailer technical audits without findings share one discipline: every freezer compressor, every sealer jaw, every checkweigher is on a runtime and cycle-count PM schedule documented in a single CMMS. Start a free trial on Oxmaint to structure your cold-chain and packaging maintenance, or book a demo for a walkthrough of your specific line configuration.
FROZEN READY MEALS
Protect Every Freeze, Seal, and Pack
See how frozen ready-meal plants holding 95%+ uptime structure their cold-chain and packaging PM — and replicate it in your facility in days.
FROZEN READY-MEAL PRODUCTION REALITY
$78B
global frozen ready meals market by 2028 — scale demands zero unplanned cold-chain interruption
40 min
core temperature breach window after spiral freezer compressor trip — every minute counts
4.8X
cost of emergency freezer or sealer failure vs. planned runtime-based PM service
120 cpm
tray sealer cycle speed — jaw misalignment at this speed produces thousands of micro-leak trays
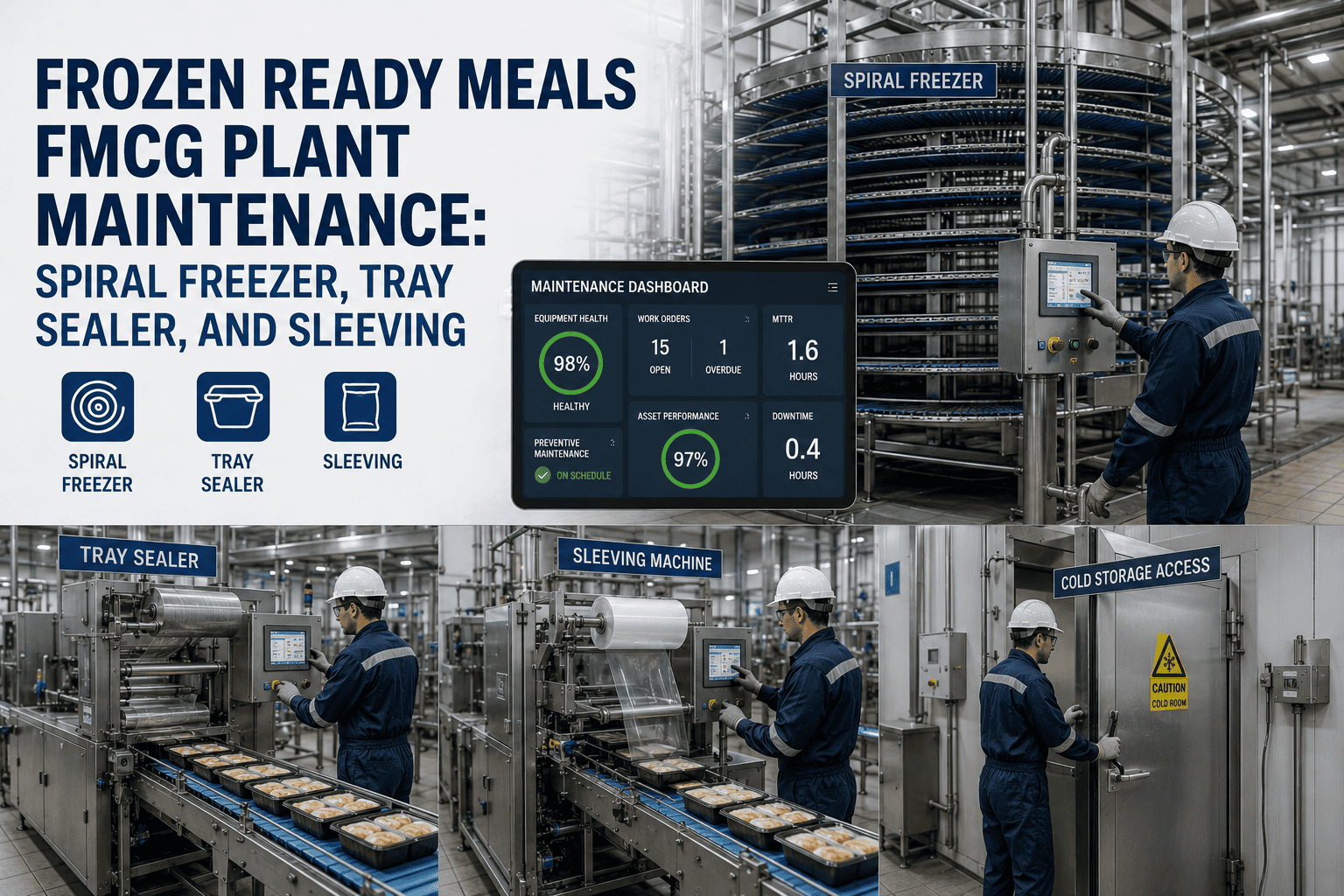
What Frozen Ready-Meal Plant Maintenance Covers
Frozen ready-meal maintenance spans six interconnected stages — ingredient preparation and cooking, depositing and assembly, tray sealing under modified atmosphere, spiral freezing at minus 30 to minus 40 degrees C, sleeving and secondary packaging, and cold-store logistics. Each stage carries unique failure modes driven by thermal cycling, mechanical speed, and the absolute requirement to maintain cold-chain integrity from the moment product enters the freezer to the moment it reaches the retailer cold case.
The challenge specific to frozen ready meals is the simultaneous operation of high-temperature cooking equipment (ovens, fryers, steamers at 180-220 degrees C) and ultra-low-temperature freezing equipment (spiral freezers, blast cells, plate freezers at minus 30 to minus 40 degrees C) on the same production floor — with ammonia or CO2 refrigeration systems connecting both sides. Start a free trial, or book a demo.
12-18%
of available production time lost to unplanned equipment failures in frozen-meal plants without structured runtime-based PM
A spiral freezer compressor trip at 3 AM with 12 tonnes of product in transit triggers a full batch disposition decision — Oxmaint prevents it with ammonia-system predictive alerts.
6 Critical Equipment Zones Across Frozen Ready-Meal Production
Oxmaint structures PM schedules, inspections, and corrective work orders around these six zones — each with its own runtime triggers and failure-mode library.
01
Cooking and Preparation
Industrial ovens, continuous fryers, steam kettles, and depositors. Temperature calibration, oil-quality monitoring, and burner PM drive food safety and product consistency.
02
Depositing and Assembly
Multi-lane depositors, conveyor systems, ingredient dosing heads, and vision-inspection cameras. Nozzle alignment and dose accuracy are the primary PM targets at 60+ trays per minute.
03
Tray Sealing and MAP
Tray sealers running 60-120 cpm, modified-atmosphere gas flush, seal-integrity testing, and film-feed systems. Jaw alignment and seal-bar temperature are the critical PM parameters.
04
Spiral Freezing
Spiral freezers at minus 30 to minus 40 degrees C, ammonia or CO2 compressor racks, evaporator coils, belt drive systems, and defrost controls. Compressor runtime and coil condition drive PM cadence.
05
Sleeving and Secondary Packaging
Sleeve applicators, shrink tunnels, checkweighers, metal detectors, case packers, and labellers. The final stage where uptime directly equals shipment throughput and retailer SLA compliance.
06
Cold Store and Despatch
Cold-store refrigeration, dock-door seals, temperature monitoring, and loading-bay equipment. Cold-chain integrity from freezer exit to trailer loading is legally required documentation.
A tray sealer jaw misalignment producing micro-leaks across 2,000 trays means a retailer recall before the product reaches shelf — Oxmaint triggers jaw checks on seal-cycle count.
6 Equipment Failures That Cost Frozen-Meal Plants the Most
These six failure patterns account for over 80% of unplanned downtime, product loss, and audit findings — start a free trial to eliminate them.
Spiral Freezer Compressor Trip
Ammonia compressor failure at full load produces a 40-minute window before core temperatures breach. Oxmaint tracks compressor runtime, vibration, and discharge pressure for predictive alerts.
Tray Sealer Jaw Misalignment
A jaw offset of 0.2 mm at 120 cpm produces micro-leak seals across thousands of trays before inline testing catches it. Oxmaint schedules jaw alignment on seal-cycle count.
Evaporator Coil Ice Buildup
Defrost cycle failure causes progressive ice buildup on evaporator coils, reducing freezer capacity until product fails core-temp spec. Oxmaint monitors defrost-cycle effectiveness per coil bank.
Depositor Nozzle Drift
Sauce or filling nozzle wear shifts deposit weight outside tolerance, producing underweight trays that fail checkweigher QC. Oxmaint triggers nozzle PM on deposit-cycle count.
Gas-Flush Oxygen Ingress
MAP system valve degradation allows residual oxygen above 1%, shortening shelf life below retailer specification. Oxmaint schedules valve and analyser PM on flush-cycle count.
Cold-Store Door Seal Degradation
Dock-door seals allowing ambient air ingress raise cold-store temperatures, increasing energy cost and risking product-temperature excursion. Oxmaint schedules seal inspections quarterly.
How Oxmaint Structures Frozen Ready-Meal Plant Maintenance
Six Oxmaint modules cover every stage from cooking through cold-store despatch — book a demo to see each module on your line layout.
PM triggers on compressor runtime hours, sealer cycles, depositor counts, and freezer belt hours — not calendar dates.
Vibration, pressure, and temperature trends from ammonia compressors and sealer actuators trigger predictive WOs before failure.
Digital checklists for checkweighers, metal detectors, temperature probes, and MAP analysers with certificate storage and expiry alerts.
Every food-contact WO includes mandatory post-maintenance hygiene clearance — WO cannot close without supervisor sign-off.
Compressor valves, sealer jaws, depositor nozzles, belt sections, and door seals tracked at part-number level with auto-reorder.
PM compliance, cold-chain uptime, and corrective WO closure rates rolled up across every plant for VP Operations visibility.
Plants running structured CMMS-based PM on spiral freezers and tray sealers see 40%+ reduction in unplanned downtime within 12 months.
Reactive Frozen-Meal Plant vs. Oxmaint Runtime-Managed Plant
The operational gap is structured, runtime-based PM captured in one platform every shift uses.
| Operational Dimension | Reactive / Calendar-PM Plant | Oxmaint Runtime-Managed Plant |
|---|
| Spiral Freezer PM | Fixed monthly calendar | Compressor-hour + vibration triggered |
| Tray Sealer PM | Weekly regardless of output | Seal-cycle count per jaw station |
| Ammonia System PM | Annual third-party only | Continuous + PSM-compliant schedule |
| Depositor Calibration | Calendar or failure | Deposit-cycle count threshold |
| CCP Calibration | Filing cabinet, risk of lapse | Asset-linked, expiry-alerted, instant |
| Post-Maintenance Hygiene | Verbal or skipped | Mandatory WO gate, supervisor-signed |
| Spare Parts Availability | Discovered at failure | Auto-reorder before minimum stock |
| Cold-Chain Evidence | Paper temperature logs | Digital, timestamped, audit-exportable |
ROI and Outcomes From Structured Frozen-Meal Plant Maintenance
Measurable outcomes within 12 months — start a free trial or book a demo.
Unplanned Downtime
-42%
Runtime PM catches compressor and sealer wear before failure
Emergency Repair Spend
-65%
Planned replacement vs. catastrophic compressor or jaw failure
Cold-Chain Uptime
99.5%+
Predictive ammonia-system alerts eliminate overnight compressor trips
CCP Calibration Compliance
100%
Expiry alerts eliminate out-of-date certificates during audit
Audit Preparation Time
-80%
BRCGS, SQF, retailer audit evidence exportable in minutes
Typical Payback Period
60 days
On single-plant deployment across freezing and packaging
Frozen Ready-Meal Plant Maintenance FAQ
Does Oxmaint support ammonia refrigeration PSM-compliant PM scheduling
Yes. Oxmaint structures ammonia refrigeration PM under a dedicated safety-compliance module with inspection checklists aligned to OSHA PSM, IIAR Bulletin 109, and EPA RMP requirements. Compressor, condenser, evaporator, and relief-valve inspections carry their own schedules with mandatory sign-off fields and automatic corrective WO generation.
Can Oxmaint track tray sealer seal-integrity testing alongside mechanical PM
Yes. Oxmaint allows multiple inspection types per asset. Tray sealers can carry a mechanical PM schedule (jaw alignment, film tension, actuator wear), a quality inspection schedule (seal-strength testing, residual-oxygen checks), and a hygiene schedule — each with its own cadence, checklist, and sign-off requirements.
How does Oxmaint handle cold-chain temperature documentation for auditors
Oxmaint integrates with temperature-monitoring systems via PLC/IoT feeds so freezer temperatures, cold-store conditions, and despatch-bay temperatures flow into the asset record continuously. Temperature excursion events automatically generate corrective work orders with timestamps, eliminating the paper-log gap that auditors frequently cite.
How long does Oxmaint deployment take for a frozen ready-meal plant
A single plant is typically live in 10-14 working days using Oxmaint pre-built food manufacturing templates. Asset register populated in week one, first runtime-triggered PM completed inside week two, full team adoption and audit-ready evidence within 45 days.
FROZEN READY-MEAL PLANT RELIABILITY
Stop Losing Product to Preventable Freezer and Sealer Failures
Turn every spiral freezer, tray sealer, and cold-store system into a runtime-tracked, predictably-maintained asset with Oxmaint.
Runtime PM all 6 zones
Ammonia system predictive alerts
BRCGS + retailer audit evidence
No heavy implementation. Live in days. Multi-plant portfolios. Results in 30 days. Used by teams managing 10,000+ assets.