Failure Mode and Effects Analysis (FMEA) is the most structured methodology available to reliability engineers for identifying how manufacturing equipment can fail, what those failures cost, and which preventive actions deliver the highest risk reduction per maintenance dollar spent. Sign Up Free to connect your FMEA findings directly to Oxmaint's CMMS and automate the preventive and condition-based work orders that your risk analysis recommends. Applied systematically across production-critical assets — CNC machines, conveyors, compressors, hydraulic presses, and rotating machinery — FMEA transforms maintenance from reactive guesswork into a data-driven program prioritized by actual failure risk. Book a Demo to see how leading manufacturers use Oxmaint to operationalize their FMEA findings into scheduled maintenance plans that are tracked, measured, and continuously improved. A well-executed FMEA program in manufacturing reduces unplanned downtime by 25–40%, extends asset service life, and provides the audit documentation required by ISO 9001, IATF 16949, and AS9100 quality management frameworks.
FMEA · RELIABILITY ENGINEERING · CMMS INTEGRATION
Operationalize Your FMEA Findings into Automated Maintenance Plans with Oxmaint
Transform failure risk analysis into scheduled work orders, condition-based triggers, and compliance-ready maintenance records — built for reliability engineers in manufacturing.
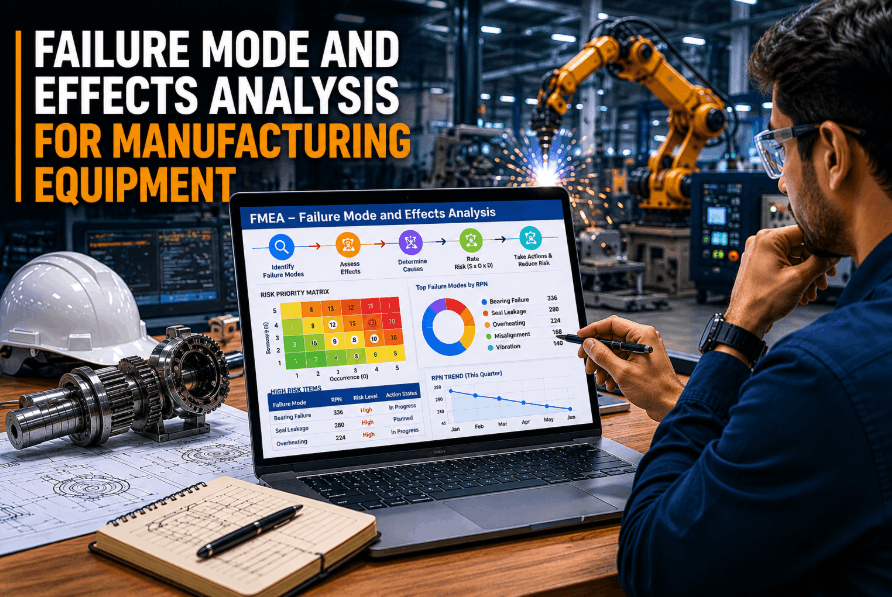
What Is FMEA and Why Does It Matter for Manufacturing Maintenance?
Failure Mode and Effects Analysis is a structured risk assessment process where reliability teams systematically identify every way a piece of equipment can fail, assess the severity and likelihood of each failure mode, and assign Risk Priority Numbers (RPN) to determine which failure modes require the most urgent preventive action. In manufacturing maintenance, FMEA provides the analytical foundation for maintenance task selection — answering the question every reliability manager faces: where should limited maintenance resources be deployed to achieve maximum uptime protection? Without FMEA, maintenance plans are built on experience and intuition rather than structured risk data. Sign Up Free to start building FMEA-backed maintenance plans inside Oxmaint's asset management platform.
FMEA-DRIVEN MAINTENANCE VS EXPERIENCE-BASED MAINTENANCE
FMEA-Driven Maintenance Program
Maintenance tasks selected based on quantified RPN scores
Resources allocated to highest-risk failure modes first
Detection gaps identified and closed with sensor or inspection programs
Maintenance intervals justified by failure frequency and severity data
Audit-ready documentation for ISO 9001 and IATF 16949 compliance
Continuous RPN reduction tracked as program matures
Experience-Based Maintenance (No FMEA)
Maintenance tasks selected based on technician memory and habit
Resources distributed evenly regardless of actual failure risk
Detection gaps discovered only after a failure event occurs
Maintenance intervals copied from OEM manuals without risk context
Compliance documentation assembled retroactively after audits
No structured mechanism for identifying program improvement
The FMEA Process for Manufacturing Equipment: Step-by-Step
A manufacturing FMEA follows a defined process from function identification through RPN scoring to maintenance task deployment. Each step produces structured outputs that feed directly into the work order management and preventive maintenance scheduling system. Book a Demo to see how Oxmaint connects FMEA outputs to automated maintenance scheduling across your entire asset register.
MANUFACTURING FMEA PROCESS — 6 STEPS
Step 1
Define Asset Functions and Performance Standards
Document what each asset is required to do under normal operating conditions and what constitutes a functional failure. For a hydraulic press: maintain 3,000 PSI operating pressure within ±2% tolerance. Function definition is the foundation all subsequent failure mode analysis depends on.
Step 2
Identify All Failure Modes per Function
For each function, list every way the asset could fail to meet its performance standard — including partial failures, degraded performance, and intermittent faults. Comprehensive failure mode identification requires input from maintenance technicians, operators, and OEM documentation.
Step 3
Assess Failure Effects and Severity
Document the consequence of each failure mode — on production output, product quality, safety, environmental compliance, and downstream equipment. Score severity on a 1–10 scale. Severity scores above 8 typically mandate immediate maintenance task assignment regardless of failure frequency.
Step 4
Evaluate Occurrence Probability and Current Detection Controls
Score each failure mode for likelihood of occurrence (1–10) and the ability of current inspection or monitoring programs to detect the failure before it causes its effect (1–10, where 10 = no detection capability). Detection gaps are the most actionable output of this step.
Step 5
Calculate RPN and Prioritize Maintenance Actions
Risk Priority Number = Severity × Occurrence × Detection. High RPN scores (above 200 on a 1,000-point scale) identify the failure modes that most urgently require maintenance task assignment, sensor deployment, or design modification. RPN drives resource allocation decisions.
Step 6
Deploy Maintenance Tasks and Track RPN Reduction in CMMS
Translate FMEA outputs into scheduled preventive maintenance tasks, condition monitoring programs, or redesign actions — and load them directly into Oxmaint. Track RPN reduction over time as maintenance interventions reduce occurrence probability and improve detection capability.
FMEA Failure Mode Categories for Common Manufacturing Equipment
The table below maps common manufacturing asset classes to their most frequent failure mode categories and the FMEA-recommended maintenance response. Sign Up Free to configure Oxmaint's preventive maintenance schedules and condition-based triggers based on your facility's FMEA priority list.
FMEA FAILURE MODE REFERENCE — MANUFACTURING EQUIPMENT
Rotating Machinery (Motors, Pumps)
Bearing wear, misalignment, seal failure, winding degradation
7–9
Vibration monitoring + lubrication PM
Hydraulic Systems
Fluid contamination, seal wear, pump cavitation, valve stiction
6–9
Oil analysis + filter change schedule
Conveyor Systems
Belt wear, roller bearing failure, drive chain fatigue, tensioner drift
6–8
Visual inspection + tension check PM
Electrical / MCC Panels
Loose connections, insulation degradation, overheating, contactor wear
8–10
Thermographic survey + torque check
Compressors
Valve failure, ring wear, intercooler fouling, lubricant breakdown
7–9
Oil analysis + discharge temp monitoring
CNC Machine Tools
Spindle bearing wear, coolant contamination, servo drift, tool wear
7–9
Vibration analysis + coolant PM
FMEA and Predictive Maintenance: Closing the Detection Gap
The most actionable output of any manufacturing FMEA is identifying failure modes with high detection scores — meaning current maintenance programs cannot reliably detect degradation before it causes a failure event. These detection gaps are where condition monitoring and predictive maintenance technology deliver the highest ROI. Book a Demo to see how Oxmaint maps FMEA detection gaps to specific sensor deployment recommendations and automated condition-based work order programs.
FMEA DETECTION GAP CLOSURE — MAINTENANCE RESPONSE BY DETECTION SCORE
Detection 1–3
Strong Detection — Maintain
Current inspection or monitoring program reliably detects failure before effect. Sustain with existing PM intervals and document in CMMS.
Low Priority
Detection 4–6
Moderate Detection — Improve
Failure sometimes detected before effect. Consider adding condition monitoring or tightening inspection frequency to reduce occurrence risk.
Monitor Closely
Detection 7–8
Weak Detection — Sensor Deploy
Failure rarely detected before causing its effect. Deploy condition monitoring sensors and connect to automated work order triggers in Oxmaint.
Action Required
Detection 9–10
No Detection — Urgent Gap
No current ability to detect failure before effect. Highest RPN contribution. Requires immediate sensor deployment, redesign, or redundancy strategy.
Critical Gap
How Oxmaint Operationalizes FMEA Outputs into Your Maintenance Program
FMEA analysis produces value only when its findings are translated into executed maintenance actions. Oxmaint is the operational layer that converts FMEA risk data into scheduled work orders, condition-based triggers, and compliance-documented maintenance records that your reliability team actually executes. Book a Demo to walk through how Oxmaint closes the gap between FMEA documentation and plant-floor maintenance execution.
HOW OXMAINT SUPPORTS FMEA-DRIVEN MAINTENANCE PROGRAMS
01
Asset Register Linked to FMEA Findings
Store FMEA outputs — failure modes, RPN scores, and assigned maintenance tasks — directly against each asset in Oxmaint's asset register for full traceability from risk analysis to work order execution.
02
Automated PM Scheduling by RPN Priority
Configure preventive maintenance intervals based on FMEA-recommended task frequencies. Oxmaint automatically generates and assigns work orders on schedule — ensuring high-RPN failure modes receive the maintenance attention they require.
03
Condition-Based Triggers for Detection Gaps
For failure modes with high detection scores, connect IoT sensors to Oxmaint's threshold-based work order engine. When sensor data indicates degradation, Oxmaint automatically generates an inspection or repair work order before the failure event occurs.
04
Compliance-Ready FMEA Audit Trail
Every FMEA-driven work order in Oxmaint is timestamped, documented, and linked to the failure mode it addresses — providing the audit-ready maintenance records required by ISO 9001, IATF 16949, and AS9100 quality frameworks.
05
Failure History for FMEA Refinement
Oxmaint's maintenance history database provides the failure frequency data reliability teams need to refine occurrence scores and RPN rankings as the FMEA program matures — improving analysis accuracy with every maintenance cycle.
06
KPI Tracking for FMEA Program Effectiveness
Track MTBF improvement, emergency work order reduction, and repeat failure rates per asset class. Oxmaint's KPI dashboards quantify the downtime reduction and maintenance cost savings delivered by your FMEA program investment.
FMEA · PREVENTIVE MAINTENANCE · RELIABILITY ENGINEERING
Turn FMEA Risk Data into Automated Maintenance Plans with Oxmaint
FMEA-linked asset register, RPN-prioritized PM scheduling, condition-based work order automation, and compliance-ready audit trails — built for reliability engineers in modern manufacturing.
Frequently Asked Questions
Q1 What is Failure Mode and Effects Analysis (FMEA) in manufacturing maintenance?
FMEA is a structured risk assessment that identifies how manufacturing equipment can fail, evaluates the severity and likelihood of each failure mode, and assigns Risk Priority Numbers (RPN) to guide maintenance task selection. It converts reliability risk data into prioritized maintenance actions.
Q2 How is RPN calculated in a manufacturing FMEA?
RPN equals Severity × Occurrence × Detection, each scored on a 1–10 scale. A score above 200 (on a 1,000-point scale) typically flags a failure mode requiring urgent maintenance task assignment, sensor deployment, or engineering redesign to reduce risk.
Q3 What is the difference between FMEA and FMECA in manufacturing?
FMEA identifies failure modes and their effects; FMECA (Failure Mode, Effects and Criticality Analysis) adds a quantitative criticality ranking based on failure probability and consequence severity. FMECA is required in defense and aerospace applications; FMEA is standard in general manufacturing.
Q4 Which manufacturing equipment should be prioritized for FMEA?
Start FMEA with production-critical assets where failure causes safety risk, significant downtime, or quality escapes — typically rotating machinery, hydraulic systems, electrical infrastructure, and high-throughput automated cells. Low-criticality assets can be addressed in later FMEA cycles.
Q5 How does FMEA support predictive maintenance programs in manufacturing?
FMEA identifies failure modes with high detection scores — meaning current programs cannot detect degradation before failure. These detection gaps are the highest-value deployment targets for condition monitoring sensors and AI-powered predictive maintenance alerts.
Q6 Can Oxmaint store and track FMEA findings alongside maintenance work orders?
Yes. Oxmaint's asset register supports linking FMEA failure modes and RPN scores to specific assets, with automated PM schedules and condition-based triggers generated directly from FMEA task recommendations — creating full traceability from risk analysis to completed work order.
Q7 Does FMEA documentation support ISO 9001 and IATF 16949 compliance in manufacturing?
Yes. FMEA is a core requirement under IATF 16949 for automotive manufacturers and is recognized as best practice under ISO 9001. Oxmaint's CMMS generates the timestamped, traceable maintenance records that auditors require to verify FMEA-recommended tasks are being executed as documented.
FAILURE MODE ANALYSIS · MANUFACTURING RELIABILITY · CMMS
Start Your FMEA-Driven Maintenance Program with Oxmaint
Link FMEA risk data to automated work orders, condition-based PM triggers, and compliance-ready audit trails — all inside one CMMS built for manufacturing reliability teams.